- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


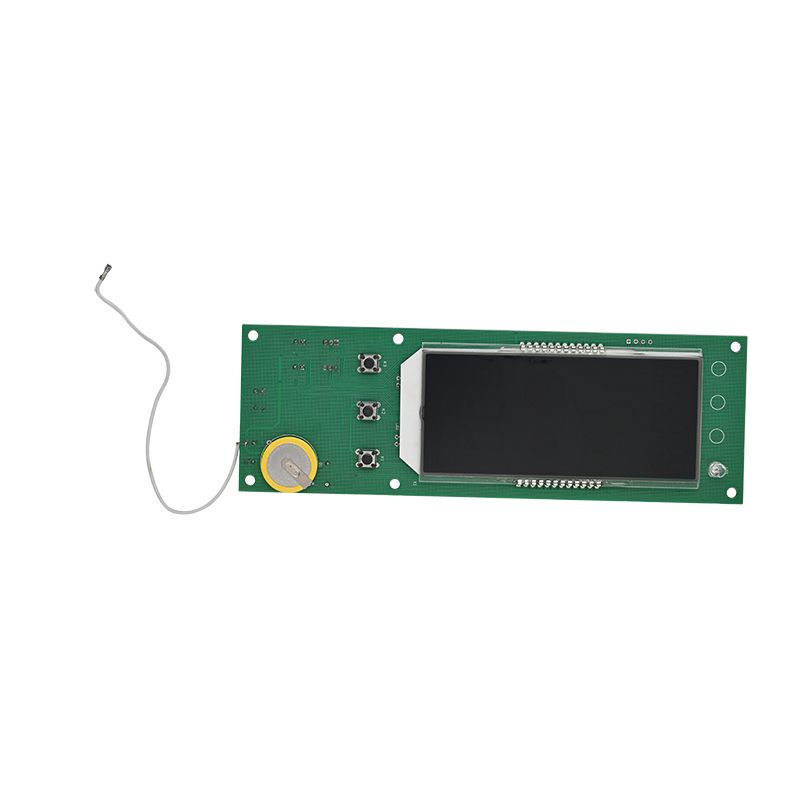
klimatska naprava PCBA
Unixplore Electronics je kitajsko podjetje, ki se od leta 2008 osredotoča na ustvarjanje in proizvodnjo prvovrstnih klimatskih naprav PCBA. Imamo certifikate za standarde za sestavljanje tiskanih vezij ISO9001:2015 in IPC-610E.
Model:UE-205
Pošlji povpraševanje
Opis izdelka
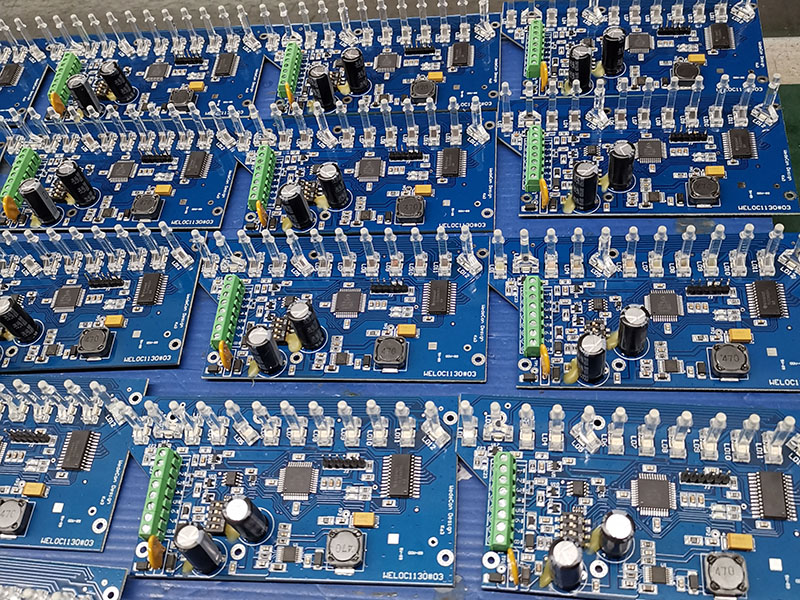
Kako izboljšati stopnjo prvega prehoda postopka spajkanja SMT za klimatsko napravo PCBA
Unixplore Electronics je bil zavezan razvoju in proizvodnji visokokakovostnih izdelkovKlimatska naprava PCBA v obliki tipa OEM in ODM od leta 2011.
Za izboljšanje hitrosti prvega prehoda spajkanja SMT za PCBA klimatske naprave, tj. za izboljšanje kakovosti spajkanja in izkoristka, upoštevajte naslednje:
Optimizirajte parametre procesa:Nastavite ustrezne procesne parametre za opremo SMT, vključno s temperaturo, hitrostjo in tlakom, da zagotovite stabilen in zanesljiv postopek spajkanja in se izognete napakam pri spajkanju, ki jih povzročita vročina ali hitrost.
Preverite stanje opreme:Za izboljšanje hitrosti prvega prehoda spajkanja SMT za PCBA klimatske naprave, tj. za izboljšanje kakovosti spajkanja in izkoristka, upoštevajte naslednje:
Optimizirajte postavitev komponent:Pri načrtovanju postopka sestavljanja SMT racionalno postavite komponente, pri čemer upoštevajte razmik in orientacijo med komponentami, da zmanjšate motnje in napake med postopkom spajkanja PCBA klimatske naprave.
Natančna postavitev komponent:Zagotovite natančno postavitev in pozicioniranje komponent z uporabo ustrezne količine spajkalne paste in SMT opreme za natančno spajkanje.
Izboljšajte usposabljanje zaposlenih:Zagotavljanje strokovnega usposabljanja za operaterje, da izboljšajo svoje tehnike SMT spajkanja in operativne spretnosti, zmanjšajo operativne napake in težave s kakovostjo spajkanja.
Stroga kontrola kakovosti:Uvedite stroge standarde in postopke nadzora kakovosti, celovito spremljajte in pregledujte kakovost spajkanja ter takoj prepoznajte, prilagodite in odpravite težave.
Nenehne izboljšave:Redno analizirajte vprašanja kakovosti in vzroke za napake med postopkom varjenja, izvajajte stalne izboljšave, optimizirajte procese in postopke ter povečajte izkoristek spajkanja in kakovost izdelkov.
S celovitim upoštevanjem in izvajanjem zgornjih ukrepov je mogoče učinkovito izboljšati izkoristek SMT spajkanja za klimatsko napravo PCBA, kar zagotavlja stabilnost in zanesljivost kakovosti spajkanja in kakovosti izdelka.
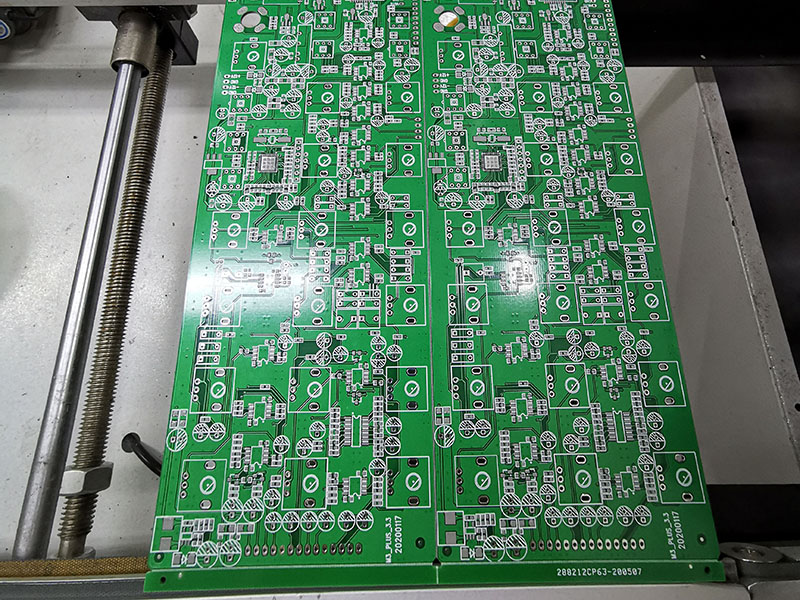
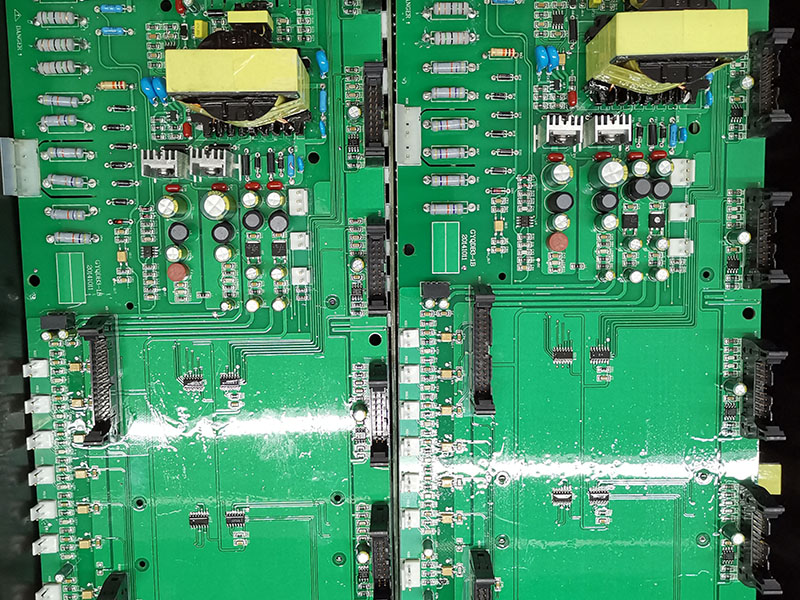
Izdelava klimatskih naprav PCBA
* Datoteka Gerber in seznam BOM, ki jih zagotovi naročnik
* Proizveden goli PCB, komponente kupljene pri nas
* Izdelava PCB s popolnoma sestavljenimi deli
* 100 % funkcionalno preizkušeno v redu pred pošiljanjem
* Skladen z RoHS, proizvodni proces brez svinca
* Hitra dostava, z neodvisnim paketom ESD
* Storitev elektronske proizvodnje na enem mestu za načrtovanje PCB, postavitev PCB, proizvodnjo PCB, nabavo komponent, sestavljanje PCB SMT in DIP, programiranje IC, preizkus delovanja, pakiranje in dostavo
* Proizveden goli PCB, komponente kupljene pri nas
* Izdelava PCB s popolnoma sestavljenimi deli
* 100 % funkcionalno preizkušeno v redu pred pošiljanjem
* Skladen z RoHS, proizvodni proces brez svinca
* Hitra dostava, z neodvisnim paketom ESD
* Storitev elektronske proizvodnje na enem mestu za načrtovanje PCB, postavitev PCB, proizvodnjo PCB, nabavo komponent, sestavljanje PCB SMT in DIP, programiranje IC, preizkus delovanja, pakiranje in dostavo
Unixplore PCB in zmogljivost sestavljanja PCB
| Parameter | Zmogljivost |
| Plasti | 1-40 plasti |
| Vrsta sklopa | Skoznja luknja (THT), površinska montaža (SMT), mešano (THT+SMT) |
| Najmanjša velikost komponente | 0201(01005 metrika) |
| Največja velikost komponente | 2,0 x 2,0 x 0,4 in (50 mm x 50 mm x 10 mm) |
| Затвердіння червоного клею: | CEM-3,FR-2,FR-4, High-Tg, HDI, Aluminij, High Frequency, FPC, Rigid-Flex, Rogers itd. |
| Najmanjši korak pad | 0,5 mm (20 mil) za QFP, QFN, 0,8 mm (32 mil) za BGA |
| Najmanjša širina sledi | 0,10 mm (4 mil) |
| Minimalna razdalja med sledovi | 0,10 mm (4 mil) |
| Najmanjša velikost svedra | 0,15 mm (6 mil) |
| Največja velikost plošče | 18 x 24 palcev (457 mm x 610 mm) |
| Postopek pregleda AOI | 0,0078 in (0,2 mm) do 0,236 in (6 mm) |
| Material plošče | CEM-3,FR-2,FR-4, High-Tg, HDI, Aluminij, High Frequency, FPC, Rigid-Flex, Rogers itd. |
| Površinska obdelava | OSP, HASL, Flash Gold, ENIG, Gold Finger itd. |
| Vrsta spajkalne paste | Osvinčeno ali brez svinca |
| Debelina bakra | 0,5 OZ – 5 OZ |
| Postopek sestavljanja | Reflow spajkanje, valovito spajkanje, ročno spajkanje |
| Inšpekcijske metode | Avtomatski optični pregled (AOI), rentgenski pregled, vizualni pregled |
| Testne metode v podjetju | Funkcionalni preizkus, preskus s sondo, preskus staranja, preskus pri visoki in nizki temperaturi |
| Čas obračanja | Vzorčenje: od 24 ur do 7 dni, množična serija: od 10 do 30 dni |
| Standardi za sestavljanje PCB | ISO9001:2015; ROHS, UL 94V0, IPC-610E razred ll |
Storitev EMS Unixplore z dodano vrednostjo
● Storitev predprogramiranja IC z datoteko v formatuHEX,ELFinBIN.
● Klimatska naprava PCBA Funkcionalna preskusna naprava, prilagojena v skladu s preskusnimi zahtevami naročnika
● Storitev izdelave škatel, vključno s proizvodnjo kalupov in delov iz plastičnih in kovinskih ohišij
● Konformni premaz, vključno s selektivnim premazom z lakom, zalivanje z epoksi smolo
● Žični snop in kabelski sklop
● Sestavljanje končnega izdelka, vključno s škatlo, zaslonom, membranskim stikalom, označevanjem in pakiranjem škatle ali maloprodajne škatle po meri.
● Na zahtevo so na voljo različni testi tretjih oseb za PCBA
● Pomoč pri certificiranju izdelkov
● Klimatska naprava PCBA Funkcionalna preskusna naprava, prilagojena v skladu s preskusnimi zahtevami naročnika
● Storitev izdelave škatel, vključno s proizvodnjo kalupov in delov iz plastičnih in kovinskih ohišij
● Konformni premaz, vključno s selektivnim premazom z lakom, zalivanje z epoksi smolo
● Žični snop in kabelski sklop
● Sestavljanje končnega izdelka, vključno s škatlo, zaslonom, membranskim stikalom, označevanjem in pakiranjem škatle ali maloprodajne škatle po meri.
● Na zahtevo so na voljo različni testi tretjih oseb za PCBA
● Pomoč pri certificiranju izdelkov
Postopek izdelave PCBA
-

1.Samodejno tiskanje spajkalne paste
-
2.opravljeno tiskanje spajkalne paste
-

3.SMT izberite in postavite
-
4.Izbira in namestitev SMT končana
-
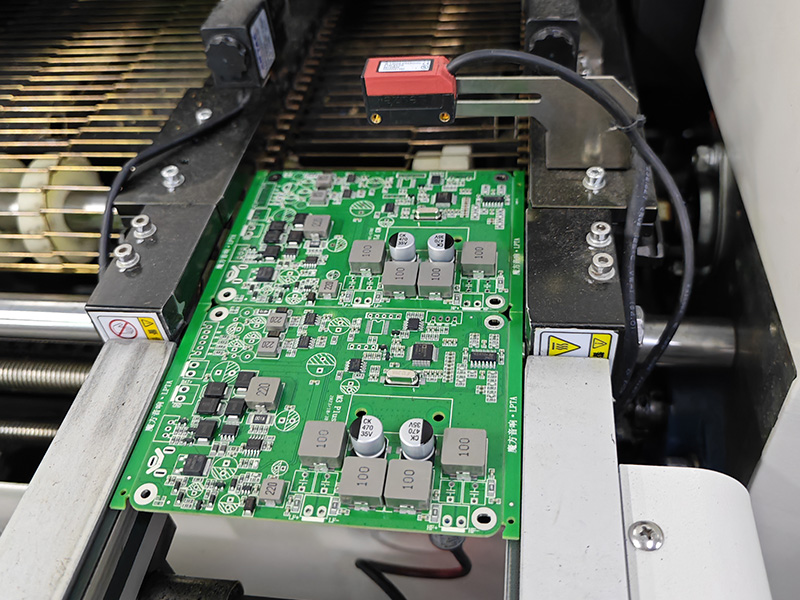
5.pripravljen za reflow spajkanje
-
6.opravljeno reflow spajkanje
-
7.pripravljen za AOI
-

8.Postopek pregleda AOI
-

9.Postavitev komponent THT
-

10.postopek valovnega spajkanja
-
11.Montaža THT končana
-

12.Pregled AOI za montažo THT
-

13.IC programiranje
-
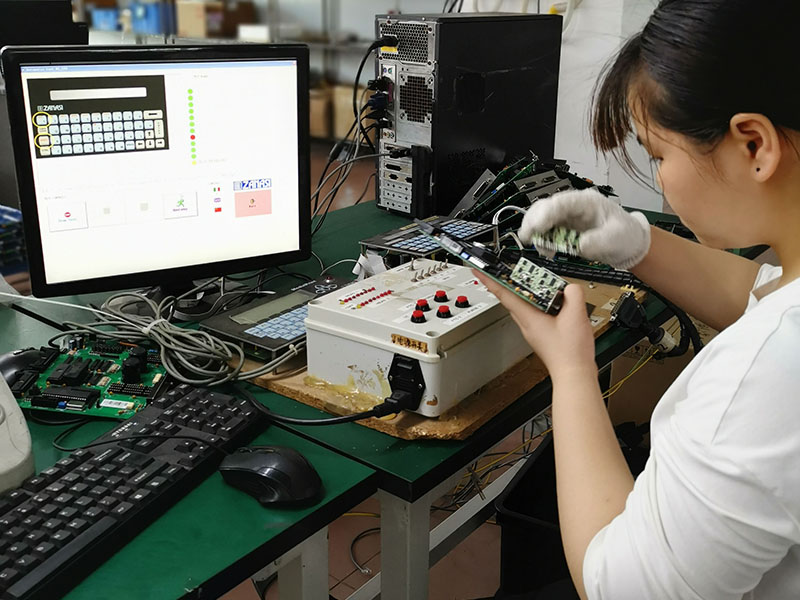
14.preizkus delovanja
-
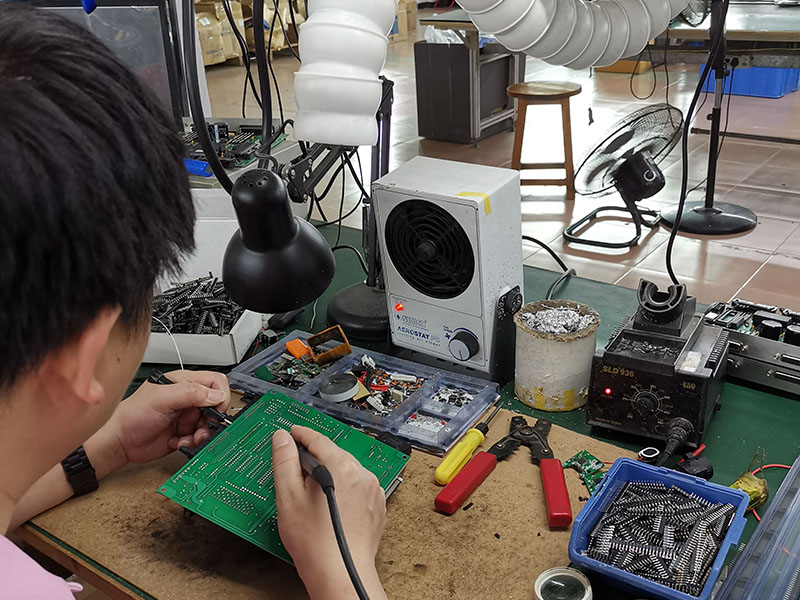
15.Preverjanje in popravilo QC
-
16.Postopek konformnega premazovanja PCBA
-

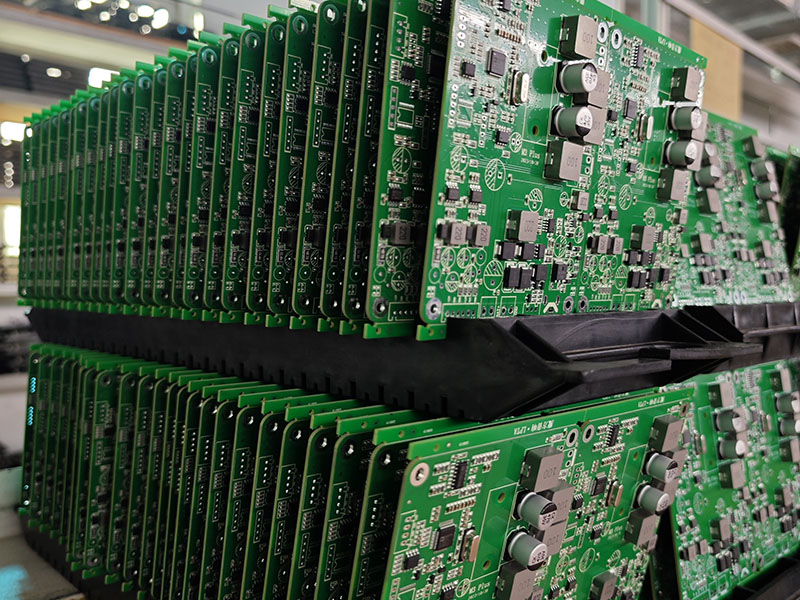
17.ESD pakiranje
-

18.Pripravljeno za pošiljanje
Pakiranje
Za PCBA

Za končni izdelek


Hot Tags: klimatska naprava PCBA, Kitajska, proizvajalci, dobavitelji, tovarna, po meri, poceni, kakovost, napredna, CE, 1-letna garancija, cena
Povezana kategorija
PCBA gospodinjskih aparatov
PCBA za industrijsko krmiljenje
Avtomobilski PCBA
Zabavna elektronika PCBA
Medicinska oprema PCBA
Varnostni sistem PCBA
PCBA za zdravstveno varstvo
LED osvetlitev PCBA
IoT PCBA
Električno vrtnarsko orodje PCBA
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.



















